প্রযুক্তি যুদ্ধ: সোভিয়েত আর্মার ঢালাই

গ্রহণযোগ্যতা ট্যাঙ্ক T-34, নিজনি তাগিলের 183 নম্বর প্ল্যান্টের সমাবেশ লাইন থেকে নেমে এসেছে। সূত্র: waralbum.ru
সব ফাটল দিয়ে যুদ্ধ!
উচ্চ-হার্ড সমজাতীয় সাঁজোয়া ইস্পাত 8C, যা মাঝারি ট্যাঙ্ক T-34 এর জন্য প্রধান হয়ে উঠেছে, উত্পাদন প্রক্রিয়াতে অনেক অসুবিধার সূচনা করেছে। এটি লক্ষ করা উচিত যে ট্যাঙ্কগুলিতে সমগ্র দ্বিতীয় বিশ্বযুদ্ধের সময় এই জাতীয় শক্ত বর্ম শুধুমাত্র সোভিয়েত ইউনিয়নে ব্যবহৃত হয়েছিল। এবং এই, অবশ্যই, উভয় ইতিবাচক এবং নেতিবাচক দিক ছিল. আগের অংশে চক্র, মাঝারি সোভিয়েত ট্যাংকের hulls এবং turrets এর ঢালাই অনুষঙ্গী যে অসংখ্য ফাটল সম্পর্কে ইতিমধ্যে কথা ছিল. একই সময়ে, ভারী এইচএফ এবং তারপরে আইএসগুলি এটি থেকে বঞ্চিত হয়েছিল: মাঝারি কঠোরতার আরও নমনীয় বর্ম অংশগুলি আরও সহজে ঢালাই করার সময় অতিরিক্ত চাপ সহ্য করে। 1942 সালের শুরু থেকে, সাঁজোয়া ইনস্টিটিউটের প্রকৌশলীরা সাঁজোয়া হুল উৎপাদনকে সহজ করতে এবং ঢালাই প্রযুক্তির আধুনিকীকরণের জন্য একগুচ্ছ ব্যবস্থার প্রস্তাব করেছেন। কিছু নোড মোটেও ঝালাই না করার সিদ্ধান্ত নেওয়া হয়েছিল: উদাহরণস্বরূপ, পিছনের এবং সামনের ফ্রেমের বেঁধে রাখা রিভেটিংয়ে স্থানান্তরিত হয়েছিল। অনেক উপায়ে, জার্মান সাঁজোয়া যানগুলির পুঙ্খানুপুঙ্খ অধ্যয়নের পরে এটি একটি ধার ছিল।

T-34 ট্যাঙ্ক সমাবেশের দোকানে উরাল ট্যাঙ্ক প্ল্যান্টে মহিলা ওয়েল্ডাররা কাজ করছেন। সূত্র: waralbum.ru
ট্যাঙ্কের সামনের এবং পাশের অংশগুলি এখন TsNII-48-এর অনুরোধে শুধুমাত্র অস্টেনিটিক ইলেক্ট্রোড দিয়ে ঢালাই করা হয়েছে, যা লৌহঘটিত ধাতুর শক্ত থেকে ঝালাই গ্রেডের জন্য আরও উপযুক্ত। মোট, এখন একটি সাঁজোয়া যানে ব্যবহৃত সমস্ত ইলেক্ট্রোডের 10% পর্যন্ত (বা তার বেশি) অস্টেনিটিক ছিল। যদি আমরা নিকিতা মেলনিকভের বইতে দেওয়া তথ্যের উপর ফোকাস করি "মহান দেশপ্রেমিক যুদ্ধের সময় ইউএসএসআরের ট্যাঙ্ক শিল্প", তাহলে একটি টি-34-76-এ প্রায় 400 ইলেক্ট্রোড ব্যয় করা হয়েছিল এবং তাদের মধ্যে 55টি অস্টেনাইট ছিল। এই জাতীয় ইলেক্ট্রোড ব্যবহারের প্রয়োজনীয়তার মধ্যে ছিল উচ্চতর বর্তমান মোডে তাদের ক্রিয়াকলাপের উপর নিষেধাজ্ঞা - 320A পর্যন্ত। এই সূচকটি অতিক্রম করলে ঢালাই অঞ্চলের উচ্চ উত্তাপের হুমকি, তারপরে শীতল হওয়ার সময় বিকৃতি এবং ফাটল তৈরি হয়। অনুগ্রহ করে মনে রাখবেন যে জার্মানির গার্হস্থ্য "আরমার ইনস্টিটিউট" এর মতো কাজগুলি গ্রাউন্ড ফোর্সের আর্মামেন্টস ডিরেক্টরেটের 6 তম বিভাগ দ্বারা সঞ্চালিত হয়েছিল। তাঁর কাছেই ট্যাঙ্ক কারখানাগুলিকে ঢালাইয়ের হুল এবং টারেটগুলি লিখিতভাবে অনুমোদনের জন্য জমা দেওয়ার কথা ছিল। 6 তম বিভাগের বিশেষজ্ঞরা পালাক্রমে, ঢালাই আর্মার TL4014, TL4028 এবং TL4032 এর জন্য অস্থায়ী স্পেসিফিকেশনগুলির সাথে সম্মতির জন্য জমা দেওয়া উপকরণগুলি পরীক্ষা করেছেন। এই প্রয়োজনীয়তাগুলি 16 থেকে 80 মিমি বেধের সাথে জার্মান বর্ম ঢালাইয়ের জন্য গণনা করা হয়েছিল। ইতিমধ্যে নিবন্ধে উল্লেখ করা হয়েছে "ট্যাঙ্ক বর্মের ঢালাই: জার্মান অভিজ্ঞতা", জার্মানি স্বয়ংক্রিয় ঢালাই ব্যবহার করেনি। এটি অবশ্যই জার্মান ট্যাঙ্ক শিল্পের গতিকে গুরুতরভাবে কমিয়ে দিয়েছে, তবে সোভিয়েত ইউনিয়নে ওয়েল্ডিং মেশিনে কিছু সমস্যা ছিল। ঢালাইয়ের নিঃসন্দেহে উচ্চ মানের পাশাপাশি, ওয়েল্ডিং অটোমেশনের জন্য উচ্চ-মানের ফিলার উপকরণ এবং কাজের প্রযুক্তির কঠোর আনুগত্য প্রয়োজন। যাইহোক, এটি একটি বৈপ্লবিক উত্পাদন পদ্ধতির প্রবর্তনের জন্য একটি অনিবার্য মূল্য ছিল যা ট্যাঙ্ক সমাবেশের গুণমান এবং গতিতে এত গুরুত্বপূর্ণ প্রভাব ফেলেছিল।

Sverdlovsk প্ল্যান্টের কর্মীরা স্ব-চালিত বন্দুক SU-122 একত্রিত করছে। সূত্র: waralbum.ru

নিজনি তাগিলের উরাল ট্যাঙ্ক প্ল্যান্ট নং 34-এ একটি স্বয়ংক্রিয় ওয়েল্ডিং মেশিন দিয়ে T-85-183 ট্যাঙ্ক বুরুজের ছাদে কমান্ডারের কুপোলা ঢালাই। সূত্র: waralbum.ru
নিজনি তাগিলের উরাল ট্যাঙ্ক প্ল্যান্ট নং 34-এ একটি স্বয়ংক্রিয় ওয়েল্ডিং মেশিন দিয়ে T-183 ট্যাঙ্কের হুল ওয়েল্ডিং করা হচ্ছে। সূত্র: waralbum.ru
যদি প্রধান ইলেক্ট্রোড এবং ফিলার তারটি সালফার, কার্বন এবং ফসফরাস (অথবা বিপরীতভাবে, এতে ম্যাঙ্গানিজ বা ম্যাঙ্গানিজ অক্সাইডের অভাব ছিল) দ্বারা অত্যধিক দূষিত হতে দেখা যায় তবে এটি সরাসরি ওয়েল্ডে ফাটল সৃষ্টি করে। ফ্লাক্সের জন্য ঝালাই করার জন্য পণ্যগুলিকে সাবধানে প্রস্তুত করা গুরুত্বপূর্ণ ছিল। প্রয়োজনীয়তাগুলি কঠোর ছিল: অংশগুলি অবশ্যই সহনশীলতার লঙ্ঘন ছাড়াই সঠিক মাত্রার হতে হবে। অন্যথায়, ঢালাইয়ের জন্য, স্লিপওয়ের অংশটিকে "প্রসারিত" করতে হয়েছিল, যার ফলে গুরুতর অভ্যন্তরীণ চাপ তৈরি হয়েছিল। হ্যাঁ, এবং ওয়েল্ডিং কারেন্টের শক্তি এবং ভোল্টেজের সাথে একটি সাধারণ অ-সম্মতি ত্রুটিপূর্ণ সিমের দিকে পরিচালিত করে: ছিদ্র, স্পঞ্জিনেস এবং ফিউশনের অভাব। ওয়েল্ডিং মেশিনে ভর্তি হওয়া শ্রমিকদের নিম্ন স্তরের যোগ্যতা বিবেচনা করে, এই ধরণের বিবাহের সম্ভাবনায় বিশ্বাস করা সহজ। সমস্ত উচ্চ যোগ্য ওয়েল্ডার ম্যানুয়াল ওয়েল্ডিংয়ে নিযুক্ত ছিল এবং "প্যাটন মেশিন" ওয়েল্ডিংয়ের গুণমানকে প্রভাবিত করতে পারেনি। যদিও তারা ওয়েল্ডিং মেশিনের ত্রুটি সংশোধনের প্রতি আকৃষ্ট হয়েছিল।


ইউরাল হেভি ইঞ্জিনিয়ারিং প্ল্যান্টে ACS SU-122 এবং SU-100 এর হুলের ঢালাই। সূত্র: waralbum.ru

কোর্স মেশিনগান ডিটি এর আর্মার সুরক্ষার অংশ নিক্ষেপ করুন। প্ল্যান্ট নং 183, 1942। সূত্র: রাশিয়ান স্টেট আর্কাইভ অফ ইকোনমিক্স
1943 সালে ট্যাঙ্ক কারখানাগুলির উত্পাদনশীলতার তীব্র বৃদ্ধি একটি অপ্রত্যাশিত সমস্যার দিকে পরিচালিত হয়েছিল। দেখা গেল যে বাকি উত্পাদন সবসময় ট্যাঙ্ক বিল্ডিংয়ের সাথে তাল মিলিয়ে চলে না। মেশিনগুলি পরিধানের জন্য কাজ করেছিল, কখনও কখনও মেশিনে বর্তমান শক্তি নিয়ন্ত্রণ করার জন্য কোনও অ্যামিটার ছিল না, উচ্চ-মানের ওয়েল্ডিং ইলেক্ট্রোডের অভাব ছিল। এই সমস্ত সিরিয়াল T-34 এর মধ্যে ক্র্যাকিংয়ের পর্যায়ক্রমিক "বিস্ফোরণ" ঘটায়। বিবাহের এই তরঙ্গগুলি TsNII-48-এর কারখানার প্রযুক্তিবিদ এবং প্রকৌশলীদের অপারেশনাল বাহিনী দ্বারা নিভিয়ে দিতে হয়েছিল।
ডিজাইন রিভিশন
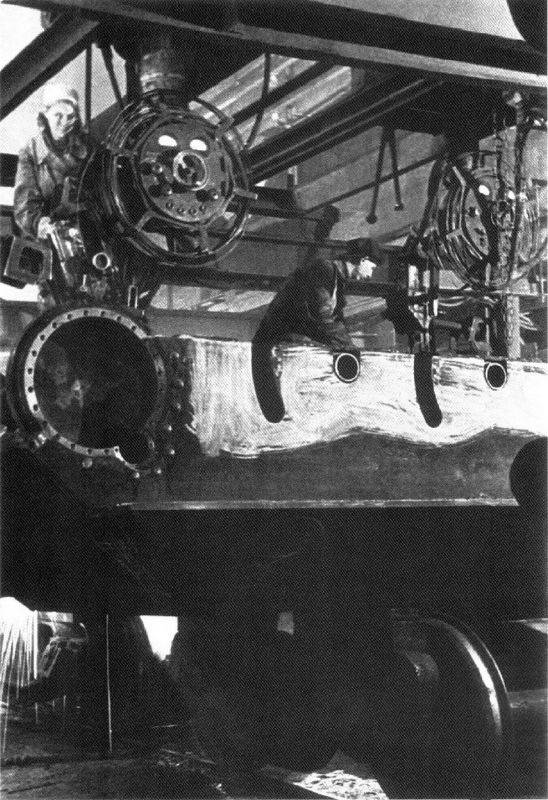
শক্ত বর্ম এবং এতে ফাটল ইঞ্জিনিয়ারদের কেবল স্বয়ংক্রিয় ঢালাইয়ের প্রযুক্তিই নয়, ম্যানুয়াল পদ্ধতিতেও পরিবর্তন করতে বাধ্য করেছিল। বৃহৎ ঢালাই এবং তাপীয় চাপ, বিশেষত, উপরের সম্মুখভাগের দ্বারা অভিজ্ঞ হয়েছিল, যখন ডিটি মেশিনগানের সুরক্ষা, আইলেটস, ড্রাইভারের হ্যাচ কব্জা, প্রতিরক্ষামূলক বার এবং অন্যান্য ছোট জিনিসগুলি সমাবেশ লাইনের সময় এটিতে ঝালাই করা হয়েছিল। মেশিনগানের সুরক্ষার চারপাশে, যা খুব সাবধানে স্ক্যাল্ড করা হয়েছিল, প্রায়শই 600 মিমি পর্যন্ত ফাটল দেখা দেয়! ভলিউমেট্রিকটি পাশের ধনুকের অঞ্চলে ঢালাই করা হয়েছিল, যেখানে তারা সামনের উপরের এবং নীচের প্লেটগুলির পাশাপাশি আইডলার বন্ধনীতে শক্তিশালী দ্বি-পার্শ্বযুক্ত সীম দিয়ে বেঁধেছিল। প্রায়শই এই অংশগুলির অংশগুলির মধ্যে ব্যবধান মানগুলি পূরণ করে না এবং তাই গুরুতর অভ্যন্তরীণ চাপগুলি রেখে একটি বিশেষভাবে বিশাল ওয়েল্ডিং সীম স্থাপন করা প্রয়োজন ছিল। কিছু ইউনিটের অনমনীয়তা হ্রাস করা এবং জয়েন্টগুলিতে ঢালাইয়ের সামগ্রিক অংশ হ্রাস করা প্রয়োজন ছিল, যা TsNII-48 এর বিশেষজ্ঞদের দ্বারা সংক্ষিপ্ততম সময়ে করা হয়েছিল। বিশেষত, তারা হুল ছাদের সামনের অংশের সাথে ফেন্ডার লাইনার সংযুক্ত করার উপায় পরিবর্তন করেছে। হালকা ইস্পাত দিয়ে তৈরি একটি বিশেষ "বাফার" বারের সাহায্যে, যা আগে ফেন্ডার লাইনারে ঢালাই করা হয়েছিল, সিমের ভিতরে চূড়ান্ত চাপের স্তর এবং এর চারপাশে বর্ম কমানো সম্ভব হয়েছিল। এর পরে, আমরা ট্যাঙ্কের সামনের প্লেটে উল্লিখিত "অবকাঠামো" খুঁজে বের করেছি। এখন, নতুন স্পেসিফিকেশন অনুসারে, কয়েকটি স্তরে শুধুমাত্র 5-6 মিমি ইলেক্ট্রোড দিয়ে আইলেট, মেশিনগান সুরক্ষা এবং হ্যাচ কব্জাগুলি ঢালাই করা সম্ভব ছিল: কমপক্ষে চারটি! একইভাবে, ফেন্ডার লাইনারটি ছাদের সাথে সংযুক্ত ছিল, ফ্রন্টাল প্লেটটি পাশের সাথে, ফেন্ডার লাইনার এবং ছাদের সাথে সংযুক্ত ছিল। বাকি সবকিছু 2-3 মিমি ইলেক্ট্রোড দিয়ে 7-10 পাসে রান্না করা হয়েছিল।
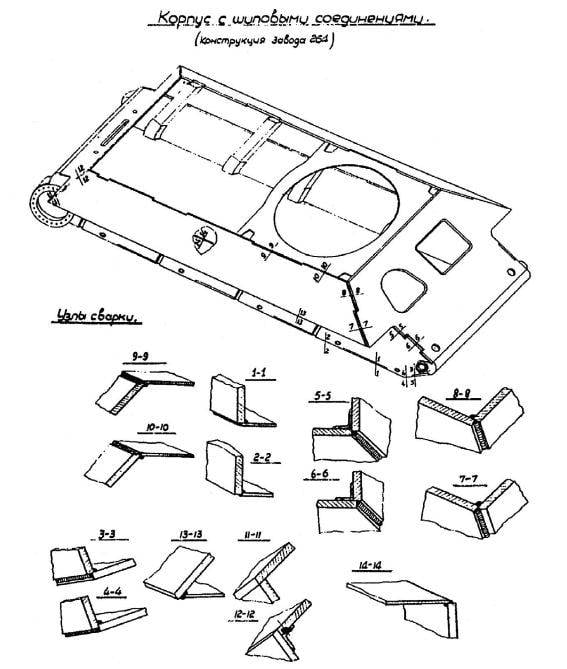
সূত্র: রাশিয়ান স্টেট আর্কাইভ অফ ইকোনমিক্স
T-34 ট্যাঙ্ক হুলের অংশ সংযোগের প্রযুক্তিও পরিবর্তন করা হয়েছে। প্রাথমিকভাবে, ভিএলডি এবং এনএলডির মধ্যে ইন্টারফেস ব্যতীত সমস্ত সংযোগগুলি অঙ্কন অনুসারে এক চতুর্থাংশের মধ্যে তৈরি করা হয়েছিল। তবে যুদ্ধ শুরু হওয়ার পরপরই, এগুলিকে স্টাডেডে পরিবর্তিত করা হয়েছিল, তবে এটি নিজেকে ন্যায়সঙ্গত করেনি - যেখানে সিমগুলি কাটা হয়েছিল সেখানে অনেকগুলি ফাটল দেখা দিয়েছে। ঢালাইয়ের পরে শক্তিশালী স্থানীয় সংকোচনের চাপের কারণে উচ্চ-হার্ড আর্মারের জন্য একটি স্পাইকযুক্ত সংযোগ সম্পূর্ণরূপে উপযুক্ত ছিল না। প্লাস্টিকের জার্মান বর্মের জন্য যা ভাল ছিল তা গার্হস্থ্য T-34 এর জন্য উপযুক্ত নয়। শুধুমাত্র 1943 সালে চূড়ান্ত উচ্চারণ বিকল্পগুলি "বিজয় ট্যাঙ্ক" এ উপস্থিত হয়েছিল যা TsNII-48 - ওভারল্যাপ এবং এন্ড-টু-এন্ড বিশেষজ্ঞদের সন্তুষ্ট করেছিল।
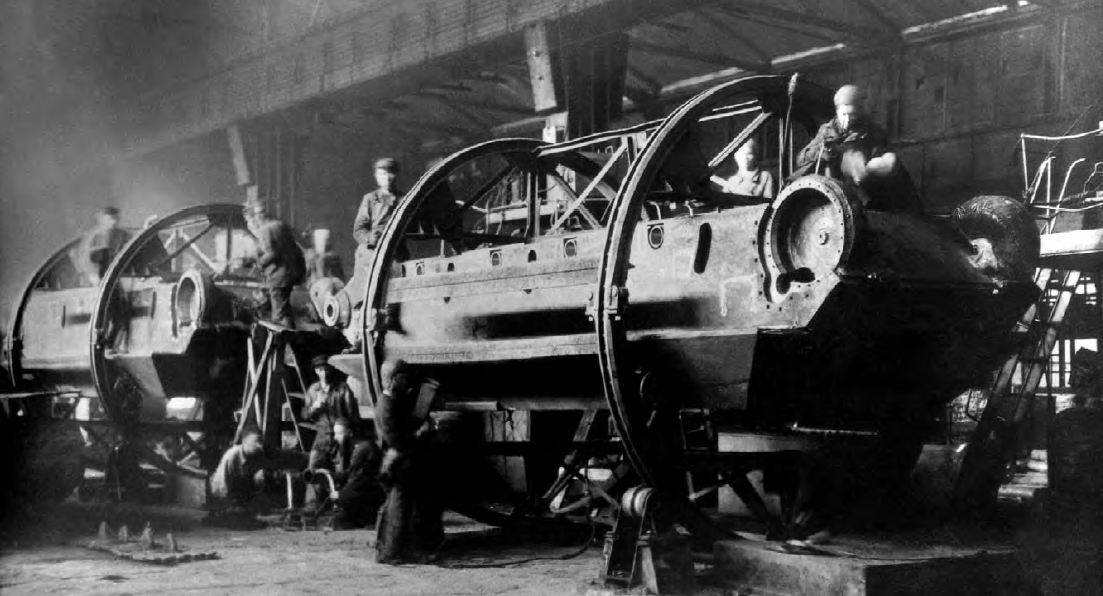
টিল্টার উপর ট্যাংক কর্পস. সূত্র: রাশিয়ান স্টেট আর্কাইভ অফ ইকোনমিক্স
ঢালাইয়ের কাজটি অপ্টিমাইজ করার সবচেয়ে সহজ উপায় ছিল ভারী সোভিয়েত ট্যাঙ্কের হুল। কেভিতে এক চতুর্থাংশে আর্মার প্লেটের সংযোগ অপরিবর্তিত রাখা হয়েছিল, তবে অভ্যন্তরীণ রিইনফোর্সিং স্কোয়ারগুলি অভ্যন্তরীণ ফিলেট ওয়েল্ডগুলির সাথে প্রতিস্থাপিত হয়েছিল। ইতিমধ্যে যুদ্ধের মাঝখানে, ভারী ট্যাঙ্কগুলির জন্য, আর্মার প্লেটগুলির ইন্টারফেসিংয়ের জন্য সবচেয়ে অনুকূল কনফিগারেশনগুলি নির্বাচন করা হয়েছিল (প্রাথমিকভাবে শেল ফায়ার দ্বারা)। যদি সংযোগের কোণটি 90 ডিগ্রির কাছাকাছি হয়, তবে "কাঁটা" বা কোয়ার্টার পদ্ধতি ব্যবহার করা ভাল এবং অন্যান্য সমস্ত বিকল্পে - অবাক হয়ে বা দাঁতে। এই অধ্যয়নের ফলাফলের উপর ভিত্তি করে, IS-48 ট্যাঙ্কের নাকের সমাবেশের উপরের অংশের একটি অদ্ভুত ফর্ম TsNII-2 এ জন্মগ্রহণ করেছিল, যখন 100-110 মিমি পুরুত্বের সাথে, বর্মটি সর্বাত্মক সুরক্ষা প্রদান করেছিল। 88-105 মিমি প্রজেক্টাইলের বিরুদ্ধে। এই কঠিন নির্মাণের অংশগুলির মিলন সহজ ছিল, অবাক করে দিয়ে।
- ইভজেনি ফেডোরভ
- বিজয় প্রযুক্তি: ট্যাঙ্ক কর্পসের স্বয়ংক্রিয় ঢালাই
ট্যাঙ্ক আর্মার ঢালাই: জার্মান অভিজ্ঞতা
তথ্য